2012.05.01.01.21
·
Item
·
[ca. 1967]
Part of Columbia Cellulose Company, Ltd. fonds
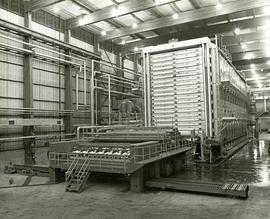
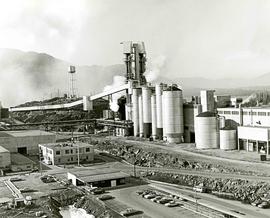
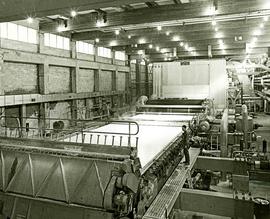
Attached description: This picture shows the 240-inch cantilevered fourdrinier operating in the Skeena Kraft mill. It includes a suction press in the first position and two grooved presses in the second and third positions. The fourdrinier has a 37-foot forming length and is equipped with 25 table rolls, seven suction boxes, a Potabelt and forming boards. It is also equipped with a 30-inch diameter dandy roll, wier shower, 50-inch diameter vacuum couch with a presser roll.